




船用柴油机配件、船舶自动化设备一站式采购维修平台。www.ship023.com
与传统的切削去除成型的减材原理不同,这种离散生长成型技术以增材的方式获得产品,可以直接从CAD文件快速制作出产品物理原型(样品)来验证产品。 外观建模、零件装配关系或功能测试,从而提供可测量、可触摸、直观的手段,改善设计过程中的人机沟通,缩短产品开发周期。 快速成型技术是继数控技术之后制造业的又一次重大革命。

快速成型技术是20世纪80年代中后期发展起来的一种新型数字化制造工艺技术。 RP技术的加工原理基于离散堆积成形的思想,由CAD模型直接驱动。 将零件的三维数字模型离散化,然后按照数字集成的思想逐层处理发动机模型制作,快速完成任意复杂形状的三维实体零件的制作。 加工。 快速原型制作过程可分为前段和中段的人机交流,缩短产品开发周期。 快速成型技术是继数控技术之后制造业的又一次重大革命。
快速成型技术的工艺特点
RP采用逐层材料堆积的方法来加工实体模型,也称为增材制造或分层制造技术。 这种特殊的加工方法决定了它具有以下与传统加工方法完全不同的技术特点。
(1)高度灵活。 可以制造任意复杂形状的三维实体。 加工过程不需要工具、模具或工装夹具等生产准备工作。 对于不同的零件模型,您只需重新输入CAD数据或调整不同的设置即可。 马劲松发动机模型制作,上海联泰科技有限公司副总经理,长期从事三维及光固化激光器快速成型技术应用及市场研究工作。 Rapid分两个阶段:数据处理(离散化)和后续的物理实现(累加)(见图1):在离散化过程中,零件的三维CAD模型沿一定方向进行分解,得到一系列交叉点-截面数据。 在此基础上控制成型头的运动轨迹; 在堆叠过程中,成型头在运动轨迹的控制下逐层加工零件的各个截面。 这样,将层状的截面反复堆叠、连接,最终得到加工零件。 与传统的切削去除成型的减材原理不同,这种离散生长成型技术以增材的方式获得产品,可以直接从CAD文件快速制作出产品物理原型(样品)来验证产品。 外观造型、零件装配关系或功能测试,从而为改进设计过程的工艺参数提供可测量、可触摸、直观的手段,其单件生产成本与产品的复杂程度和批量几乎无关产品的尺寸。 。
(2)CAD/CAM高度集成。 RP技术直接由CAD模型驱动。 无需考虑不同零件生产的专用工具和工装的设计和使用,可以避免繁琐的CAPP瓶颈。 生产过程完全数字化,真正实现CAD/CAM之间的无缝连接。
(3)整个成型过程的快速性。 从CAD设计到原型零件生产,一般只需几小时到几十小时即可获得高精度、高还原性的产品,远远超过传统加工的速度。
(4)自动化程度高。 该过程是全自动的,处理过程中无需人工干预。 零件装载完毕后,设备可进行无人值守工作。
快速成型技术的应用方向
20世纪80年代以来,RP技术迅速发展,广泛应用于汽车、航空航天、医药、轻工等诸多方面。 其应用方向主要包括三个方面(见图2)。
(1)型号。 RP技术成功解决了三维建模“看得见摸不着”的问题。 其最大的特点是能够以最快的速度将设计思想转化为具有一定结构功能的产品原型,使设计模型从“看得见的到摸得着的”。 ”(三维数字模型)到“有形”(物理模型)。 因此,RP技术的主要功能之一就是还原设计思路并快速获得概念产品,重点是外观的还原和展示效果。 通常用于新产品的销售演示和营销,以测试市场反应,从而提高新产品开发的市场反应。 加快速度并降低开发风险。
(2) 原型。 利用RP技术获得的快速原型可以充分评估产品的装配性和可制造性。 由于RP技术的CAD/CAM高度集成,不仅可以快速还原产品的外观,还可以快速生产产品零件和结构件,从而对产品的结构和装配进行验证和分析,即可进行产品设计。 快速评估和测试缩短产品开发周期,降低开发成本,提高参与市场竞争的能力。 此外,还可以快速获得产品原型。 基本上还可以对产品模具设计、生产工艺、装配工艺等后续制造工艺,甚至批量生产工装夹具的设计进行检查和评估船舶安全管理体系软件,避免进入批量后出现生产问题和设计缺陷可能引起的问题。生产过程。 巨大的损失,使产品能够以最快的速度、最低的成本、最好的质量投入市场。 事实上,如果研发/生产体系适当结合,快速原型技术将成为实现并行工程和敏捷制造的非常有效的技术手段。
(3)单元制造/小批量直接生产。 采用间接成型方法,结合各种转换技术,将RP原型转换成各种快速模具,如硅胶模技术、RIM技术、消失模铸造等,可轻松实现单件或小批量产品生产,满足产品的需求。更新。 快速更新换代、小批量的发展趋势。
快速成型技术在航空航天领域的应用实例
航空航天产品具有形状复杂、批量小、零件规格差异大、可靠性要求高的特点。 产品成型是一个复杂而精确的过程,往往需要多次设计、测试和改进,成本高昂且耗时。 RP技术因其灵活多样的工艺方法和技术优势,在现代航空航天产品的研发中具有独特的应用前景。 在已经商业化的各种快速成型工艺中,立体光刻(SLA)技术最为成熟,也是工业领域应用最广泛、主流的RP技术。 SLA技术依靠光聚合进行固化成型,不会产生热扩散或热变形。 此外,还可以精确控制链式反应,确保聚合反应不会发生在激光点之外。 因此,加工精度高,表面质量好。 原材料利用率接近100%,成型效率高。另外,由于SLA技术没有热效应,可以制成各种尺寸规格的复杂精细零件。 应用范围广,整体稳定性好。 是唯一能够满足航空航天产品精度、表面质量和稳定性的产品。
工业设计,快速获取概念产品,还原设计理念、展览展示、市场/销售演示、招标实物展示、设计验证与分析、设计重复性与优化、结构、装配与功能验证离子及真空注塑(硅胶)模具)低压注射型(RIM、环氧树脂模具)快速铸造()、、&/零件&&小-(数据)离散(物理)堆叠式CAD模型预处理快速原型制作后处理CAD数据构建支持。 STL模型制作原型生成。 STL要求快速原型技术。 目前,比利时公司的激光快速成型系统可实现最大加工尺寸一倍; 在国内,上海联泰科技有限公司的RS800设备最大可提供800×600×500mm的成型空间,最小薄壁厚度可达0.4~0.6mm,可以满足大多数的要求。航空航天快速原型零件。 下面简单介绍一下快速成型技术在航空航天领域的一些实际应用案例。
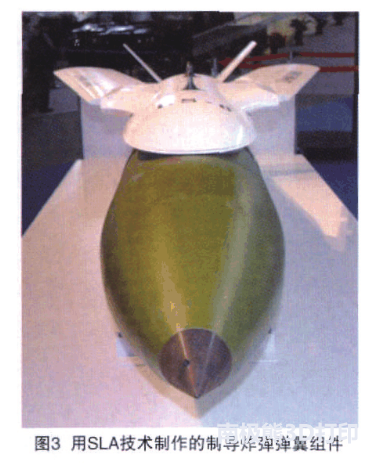
(1)展示模型——制导炸弹机翼总成。 图3为2008年珠海航展上展出的空军某型250公斤制导炸弹。 该炸弹是在现有的旧飞机炸弹弹体上增加了机翼部件进行改装的。 展示的绿色主体是常规航空炸弹,白色部分是机翼组件,由联恩泰克的激光快速成型机以全尺寸生产。 其(单边)翼展最大尺寸约为1.2m长。 整个装配在10天内完成,其中SLA生产7天,表面处理3天,为模型按时参加航展提供了有效保障。
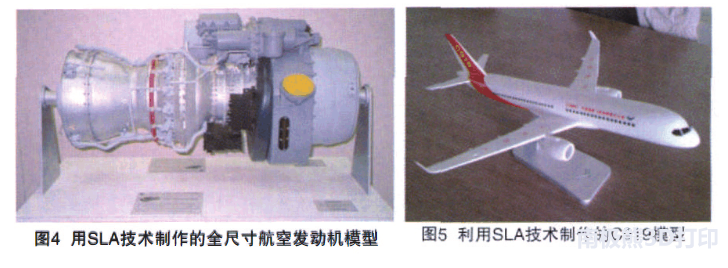
(2)功能讲解演示模型——航空发动机。 图4为美国通用汽车公司的全尺寸航空发动机模型。 所有部件均采用SLA技术实现。 在生产过程中,甚至可以在外壳上专门设计一个可打开的截面机构,将其内部结构充分暴露出来,方便展示和讲解产品的内部部件。
(3)涂装方案评价模型——C919外观模型。 图5为联泰科技生产的C919比例模型,比例为1:100。 主要用于快速评估各种机身涂装方案的效果。 首先将IGS格式的数据导入软件中,对缺陷数据进行处理和修复,主要包括定义法线方向相对的曲面、未正常连接的曲面(曲面之间有交叉和间隙)或出现的轮廓在数据转换过程中。 对缺失的曲面进行统一修整,将修整后的数据按照2mm壁厚进行脱壳,加载到设备上进行样机加工。 样机制作完成后,根据不同的涂装方案要求进行表面喷涂。 与传统手工制模相比,利用SLA技术制作喷漆模型有两大明显优势: · 速度快、效率高:数据处理时间约为1天; 比例模型SLA制作时间约为13小时; 后期处理时间为4天。 ·与手工模型相比,SLA原型具有高精度和高数据再现性,例如翼身融合部分、发动机部分、舵面线等细节。
(4)风洞模型——某型无人机的风洞试验模型。 风洞试验是任何飞机研制过程中不可缺少的关键工序,以检验飞机的气动外观和飞行性能。 低速风洞试验模型需要准确的模型数据和一定的强度。 一般采用金属CNC加工,表面需要后期手工打磨、平滑。 加工周期长,成本高。 由于其比较重,测试操作不方便。 目前的快速成型技术在精度和强度方面还不能完全满足整体风洞模型的要求。 联泰采用国产碳纤维,结合快速成型和快速制模工艺,为某无人机项目快速低成本制作风洞测试模型(1:13),满足其低速测试要求。 整个模型制作时间为5周,而传统金属风洞模型的制作通常需要3至5个月,而碳纤维模型的成本仅为钢模型的1/4左右。 使用碳纤维代替钢铁材料制作风洞测试模型可以降低制造成本和生产周期。 具有较高的力学性能和优越的综合经济性,可满足低速风洞试验的需要。 但由于复合材料的精度控制与金属材料的数控加工方法还存在一定差距,对于精度要求更高的高速吹制试验还需要进一步改进和优化工艺。
(5)单件产品的快速制造——某型导弹弹体的快速精密铸件。 在航空零部件中,精密铸件所占比例较大,具有品种多、形状复杂的特点。 传统铸造方法周期长、成本高。 RP技术与铸造技术的结合,为生产速度更快、精度更高、结构更复杂的铸造原型和模壳的生产提供了技术支撑。 它是快速生产金属零件的有效方法,特别适用于单件、小批量铸件。 的生产。 由于其优越的尺寸稳定性和良好的表面质量,SLA工艺对于航空航天领域常见的一些薄壁、大框架尺寸的复杂结构件具有不可替代的技术优势。
联泰公司生产的某弹体快速铸造SLA原型机。 弹体由5段组成。 弹体单节最大长度为550毫米,壁厚仅为2.5毫米,采用钛合金铸造。 如果采用传统的消失铸造技术进行这样的铸件,原型模具和蜡模的制备会非常困难,铸造难度也会很高。 使用 SLA 可以轻松生产大尺寸、高精度原型。 弹体SLA原型经过特殊数据处理,内部具有蜂窝状空心结构。 在实现更好的烘焙性能的同时,原型机还可以保持足够的制浆强度。 从前期数据处理到后期处理(后固化和气密性测试),制作一套弹丸SLA原型只需要7天左右的时间,生产效率非常高。 采用SLA工艺进行快速铸造生产有两个目的:一是由于铸造难度高,快速获得铸造原型,及时获得各种铸造参数,验证零件的铸造性,为后续的铸造提供指导。批量生产铸造工艺。 为改进和定稿提供依据; 其次,对于小批量或单件的生产,使用SLA原型直接替代蜡模进行消失铸造以获得最终产品,避免了复杂蜡模巨大的开发成本和漫长的生产周期。
我国快速成型技术应用现状及分析
20世纪80年代以来,RP技术迅速发展。 2000年前后,我国快速成型应用开始进入推广普及阶段,并日趋成熟。 2006年左右达到高峰期,之后逐渐进入平台化发展期。 综合来看,现阶段我国快速成型产业具有以下特点:
(1)对RP技术存在误解和认识。 由于其独特的工艺和与传统加工截然不同的优越性,快速成型技术在刚引入阶段一直是一个神秘的存在。 因此,我国工业界对快速成型技术的认识其实还很概念化,还不是很清晰。 非常成熟; 与国外情况相比,大多数应用模型仍然基于原型的概念船舶配件,对其本质的理解和理解仍然不是很深入。 这种误区虽然在前期对技术推广起到了积极作用,但也对快速成型行业的深入发展和持续运用产生了负面影响。
(2)南北地区RP技术的推广使用存在较大差异:由于我国改革开放进程的特点,工业产业逐渐从南方沿海向内陆北方拓展,而新技术的引入和应用也将遵循这一趋势。 梯度扩散。 目前,快速成型技术在南方沿海地区已经成为相对成熟的工艺,甚至出现了过度竞争的情况。 但更多内陆企业对RP技术的了解和接受才刚刚开始,整个行业呈现出南重北轻的局面。 由于我国航空航天工业大部分位于内陆北部,这种布局的不平衡也导致RP技术在我国航空航天工业中的应用和推广仍处于起步阶段。
(3)RP技术的应用需求尚未得到充分挖掘:随着我国制造水平的发展,各种国际尖端制造软件和设备被陆续引进,我国的数字化设计和数字化制造能力得到提升。大大改善。 但由于多年来我国制造企业传统体制的惯性和制约,设计与技术、研发与制造的脱节还比较明显。 设计和生产部门坚持和保持原有的工作思维和工作习惯,而各行业实际上很难真正实现设计和制造一体化的生产模式。 这种意识与系统的脱节,导致RP技术作为CAD/CAM之间有机桥梁的核心意义被严重忽视。 使用RP技术解决问题的意识和意愿很低,大量可能的应用需求没有得到充分满足。 励磁。
(4)RP技术的投入产出效果不明显,应用价值尚未充分体现:与传统加工方法相比,虽然其在生产周期、灵活性等方面具有很大优势,但快速成型设备和生产成本仍然比较高。 。 从目前我国快速成型设备采购用户来看,主要集中在国有大中型制造企业、高等院校、政府主导的地方推广中心、南方沿海大型OEM/ODM企业以及私营企业等。原型设计服务中心。 对于国有大中型企业来说,其体制限制导致采用新技术、新工艺的意愿不高,设备使用效率较低; 而高校和推广中心则缺乏必要的市场运作机制、管理制度和成熟的支撑技术。 距离市场的实际需求还有一定的距离,无法深入提出系统的解决方案,导致RP技术的应用比较正规,客户体验较差,技术价值没有充分发挥反映了。 RP技术投入产出比低很大程度上与我国现阶段应用水平较低有关。 快速成型技术所蕴藏的巨大经济价值尚未得到正确、充分的认识和评估。

发展建议
综上所述,快速成型技术是一项正在迅速发展和完善的高新技术。 其优越性和应用前景已被越来越多的人所认识。 RP技术应用的基础是快速原型制作,使得直接产品设计从概念设计快速转向生产模式成为可能。 现阶段,我国对快速成型技术的认识和应用水平还较低,航空航天工业还处于起步阶段,应用程度还比较浅。 正因为如此,我们可以想象的需求空间也是非常巨大的。 在推动快速成型技术推广应用过程中,要坚持做好两方面工作。
(1)对快速成型技术有更准确的认识。 没有任何技术流程是完美的,您不能对其抱有不切实际的过高期望。 只有理性认识快速成型技术的本质,并回归常态,才能保证RP技术在实际生产过程中的准确应用。
(2)同时要充分认识快速成型技术在研发和生产之间的巨大缝制作用。 在系统设计与制造一体化方面,我们在观念、思维、系统设计上还存在差距。 我们必须打破固有的碎片化体系,建立设计与技术的正确关系。 顺序。 只有解决好这两点,快速成型技术的作用和价值才能在国民经济主战场中得到相应的重视和体现,为我国航天事业的技术发展发挥应有的作用。
 ----------------------------
----------------------------
这是船舶柴油机配件采购平台。





 微信客服
微信客服 微信公众号
微信公众号
