




船用柴油机配件、船舶自动化设备一站式采购维修平台。www.ship023.com
就在我们仍在为中国科技界争夺航空地位的时候,世界已悄然形成了远比航空工业更为严格、垄断程度更高、技术封锁程度更高的全球航空发动机格局。
美、英、法、德、日等西方国家通过寡头企业垄断了世界航空发动机和燃气轮机市场(本文不涉及燃气轮机),美、英、法三国的寡头企业及其合资企业占据了世界航空发动机市场的70%,在新型发动机市场的价值份额更高达90%。
世界上能制造飞机的公司有几十家,但独立的航空发动机供应商却只有少数几家。
美俄在航空发动机领域都有着深厚的基础,但俄罗斯这只“老虎”一旦打盹,就被西方远远甩在后面,特别是在民用航空发动机领域,俄罗斯在世界市场上几乎没有任何份额。
世界最大民用航空发动机
通用电气(GE)
普惠公司(PW)
英国劳斯莱斯(RR)
以及这三家公司与法国赛峰集团成立的合资公司():
斯奈克玛国际 CFMI (/GE)

IAE(RR/PW)
EA(通用电气/PW)
这些公司已具备自主研制航空发动机整机系统的能力,几乎掌控了全球大型民用航空发动机核心技术研发、总装集成、销售和客户服务的全产业链。
军用及小型飞机发动机领域
法国斯奈克玛
霍尼韦尔(美国)
德国MTU

意大利 Avio
俄罗斯土星

俄罗斯礼炮公司

它们拥有较为齐全的生产能力,除了在各自领域拥有整机研发和营销能力外,也是顶级企业大型部件和核心机械零部件的一级供应商。
下一级供应商
三菱重工

川崎重工业公司
石川岛播磨重工业株式会社
三星科技有限公司
以日韩企业为代表的供应商拥有较强的零部件加工制造能力,主要向上游企业提供发动机零部件产品。
西方国家为了长期保持在航空航天领域的领先和霸主地位,在政府和企业层面采取了诸多举措,在研发投入、项目投入、产业链管控、知识产权保护、技术出口管制等方面构筑了极高的行业壁垒,阻碍了其他国家和企业的发展和赶超,更谈不上赶超。
这就是航空发动机的世界现状,面对这样的形势燃气涡轮发动机的分类,我们只能从民族大义、民族利益出发,肩负起艰巨的历史使命。
就像在大型民机领域,无论多么困难,都要把现在的A()+B()的格局改变为A+B+C(中国商飞)三角的新格局一样,在航空发动机领域,我们也要加入世界航空发动机“强者俱乐部”,在世界的东方形成一极,从而逐步改变航空发动机的世界格局,虽然这个过程会非常漫长。
未来20年军用发动机需求预测
综合“产研智库”和“中商产业研究院”发布的两份预测报告,经过必要的修正,未来20年中国军用航空发动机总需求量为2.2万台(含出口军机1000台),价值600亿美元(约合4000亿元人民币),年均需求量为1100台,价值200亿元人民币。从价值量来看,新军机装备、老旧军机维修和直升机分别占80%、5%和15%。
新型战斗机发动机单价按高低机型平均价格计算,新机装备比按1.15计算,发动机更换台数按1计算,部分数据进行了归一化处理,军机发动机原则上应全部实现国产,或至少占90%以上。

F-16

F-16战斗机的F100涡轮发动机

F-35

用于 F-35 的 F-135 发动机

F-22
F-22的F-119发动机

歼-10

歼-10的AL-31发动机
歼-15

歼-15的AL-31H发动机特写
歼-31

歼-31的RD-93发动机

歼-20

歼-20使用的某型发动机特写
未来20年中国客、货机发动机需求预测
根据空客和波音对未来20年中国新增客机和货机数量的预测,分别为5363架/8300亿美元和6330架/9500亿美元。取平均后,假设发动机占飞机价值的30%,未来20年的民用航空发动机市场规模为2580亿美元,整机约5700台。考虑到国产民用发动机处于成长期,我们争取占有20-30%的市场份额,也就是1100-1700台,价值约500-770亿美元。
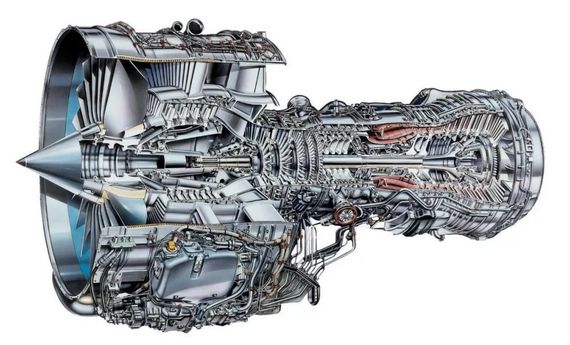
A380

安装在 A380 原型机上的 Trent 900

波音 787

波音 787 上安装遄达 1000
飞机诞生至今已有百余年,从36米的飞行高度到环球飞行,人类航空技术不断进步,动力的不断进化让更多的飞行方式成为可能。那么航空发动机到底有多少种呢?今天我们就来简单列一下,让你秒懂。

首先,广泛使用的航空发动机只有两种简单的分类,即“活塞发动机”和“燃气涡轮发动机”,燃气涡轮发动机也常常被简称为“喷气发动机”。
活塞发动机系列
活塞式航空发动机与现今常见的汽车发动机一样船舶电子与信息设备保养,都是依靠气缸内气体的燃烧推动活塞做功。所有活塞式发动机都是依靠这个原理。活塞式发动机根据气缸排列的不同,又分为以下几种类型。
径向活塞发动机

早期的飞机多采用风冷来冷却发动机,简单来说就是将空气直接吹进气缸,星型排列的气缸可以让每个气缸均匀散热。
星形发动机示意图
星形发动机和螺旋桨
自 1903 年以来,星形发动机就已用于飞机。
星型发动机有个硬伤,就是气缸越多功率越大,直径也就越大,所以飞机只能越厚...意味着阻力越大。所以后来就出现了直列发动机和V型发动机。
这是高功率星形发动机的一个例子。嗯,非常非常
直列发动机示意图
直列发动机
直列发动机与如今的汽车发动机基本相同,气缸排成一排,纵向安装在发动机盖上,显然比星型发动机纤细很多。但直列发动机也有缺点,气缸越多,发动机就越长,如果要像星型发动机那样采用7缸或9缸,长度根本就不合理。于是就出现了紧凑型V型发动机,气缸排成两排。

这种纤细美观的发动机头只有直列发动机或V型发动机才能实现。
V 型发动机
从正面看,V型发动机的气缸排列成字母V的形状。
因此,V 型发动机的气缸数量可以加倍,而其长度无需增加太多。
水平对置发动机
通过将V型角度改为180度,还可以制成水平对置发动机。
水平对置发动机的气缸排列方式为水平对置式,具有扭矩大、振动小的特点,目前很多活塞发动机固定翼飞机、直升机都采用该类型发动机。

西锐SR20飞机、罗宾逊R22直升机是常见的空中观光飞机型号,均采用水平对置活塞发动机,经济可靠。
喷气发动机系列
涡轮喷气发动机
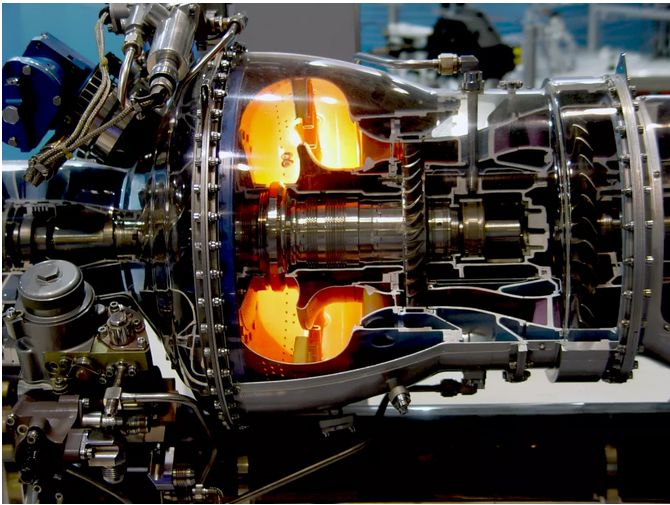
涡轮喷气发动机是利用燃气爆炸膨胀,然后直接向后喷射来做功的发动机。
涡喷发动机示意图。涡喷发动机又称涡轮喷气发动机,历史悠久。
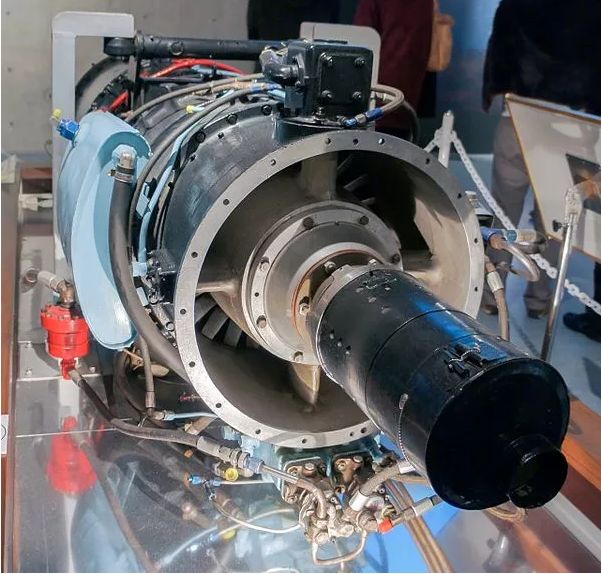
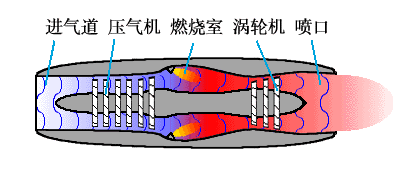
1937年,世界上第一台涡喷发动机开始运转。涡喷发动机启动时,必须使发动机转子旋转到工作转速。涡喷发动机通过前压气机压缩空气,压缩空气在燃烧室内点燃,燃气向后喷出,同时带动涡轮旋转。涡轮通过旋转轴与前压气机相连,通过重复循环,可以连续运转。
涡轮喷气发动机连续运转

1970年通用电气的J85-GE-17A涡轮喷气发动机

能达到3倍音速的米格25战斗机也采用的是涡喷发动机。
涡轮喷气发动机连续运转
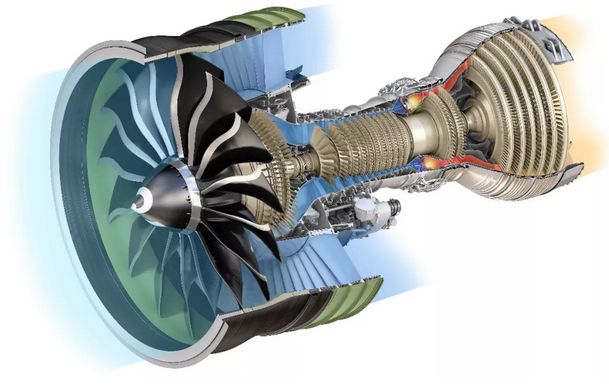
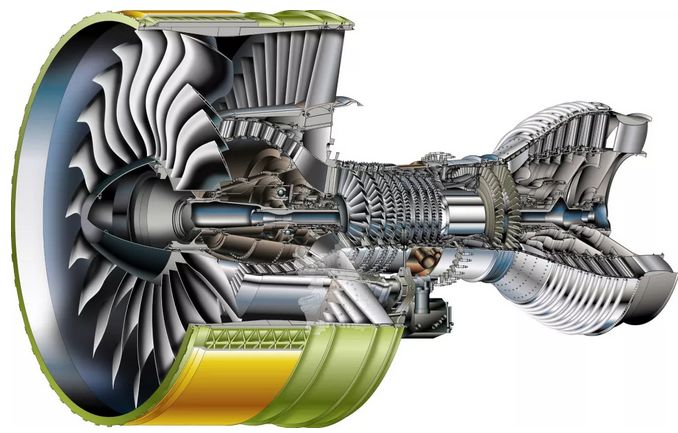
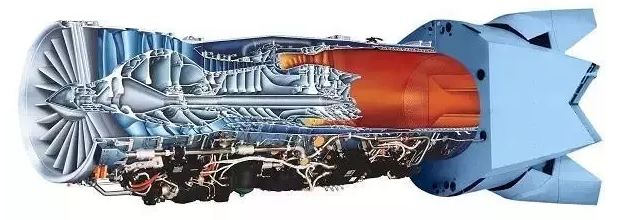
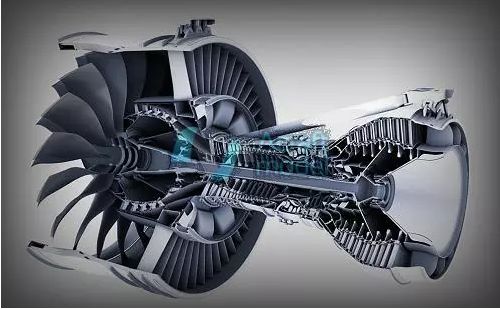
涡扇发动机和涡喷发动机的区别很容易区分,涡喷发动机只有一个气道,专业上叫“涵道”,而涡扇发动机有两个气道,也就是说,涡喷发动机是单涵道发动机,而涡扇发动机是双涵道发动机。
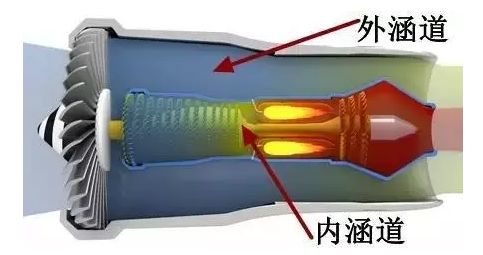
涡扇发动机分为内涵道和外涵道,内涵道原理跟简易涡喷发动机一样,叫核心机,核心机带动前面一个大风扇把气流往后推,再由外整流罩组成外涵道。
发动机运转时,外涵道与内涵道的空气流量之比称为涵道比。规律是涵道比越大越省油,经济性越好。涵道比大的发动机在亚音速时能效非常好,所以在客机、运输机等上得到广泛应用。

客机和公务机一般采用高涵道比涡扇发动机
战斗机使用的低涵道比涡扇发动机可以节省燃料,同时在高速时提供更大的动力。
大涵道比发动机的主推力不是来自于向后喷出的高温燃烧气体,而是来自于外涵道向后喷出的高速空气。
现代战斗机大多也采用涡扇发动机,但为了追求高空超音速性能,均采用低涵道比发动机。
涡轮螺旋桨发动机
涡轮螺旋桨发动机工作原理示意图
涡轮螺旋桨喷气发动机,又称涡轮螺旋桨发动机。
涡桨发动机的本质类似于涡轮喷气发动机加上减速器,驱动外置螺旋桨。
涡轮螺旋桨发动机通常用于小型或慢速亚音速飞机。
国产新舟60支线客机采用涡桨发动机
全球最大国产水上飞机蛟龙600也采用涡桨发动机


图-95轰炸机涡轮螺旋桨发动机
同轴对转螺旋桨示意图
战斗民族的图-95战略轰炸机采用涡桨动力,双层对转螺旋桨,将涡扇发动机飞机的速度推到了925公里的高亚音速,是一个比较极端的例子,也是目前噪音最大的轰炸机,大部分涡桨发动机飞机的速度都在800公里以下。
螺旋桨风扇
涡桨发动机的燃油效率一般比涡扇发动机高,但也不是完美的,其中一个原因是涡桨发动机多了一个减速器,也就是变速齿轮。
变速齿轮的存在,不但增加了发动机的重量,而且会造成一定的功率损失。
为此,一种不需要变速箱的发动机应运而生,这就是桨扇发动机,桨扇发动机也可以理解为没有外部涵道的涡扇发动机。

这是双螺旋桨反向旋转的桨扇发动机的样子。由于桨扇发动机的螺旋桨与发动机的转速相同,因此螺旋桨转速比涡桨发动机高很多,从而带来更大的动力和更高的燃油经济性。不过由于速度大幅提升,桨扇发动机的噪音也非常可怕,一般不会用在要求舒适安静的客机上,目前基本只用在军用运输机上。

桨扇发动机的螺旋桨直接安装在发动机中心的主轴上,因此螺旋桨的转速与发动机的转速相同,噪音也很大。
螺旋桨风扇发动机后部也有一个螺旋桨。

螺旋桨风扇发动机后部也有一个螺旋桨。
涡轴发动机
涡轴发动机顾名思义就是利用轴来传递动力,这种发动机一般用在不需要直接提供空气推力的飞行器上,比如直升机。
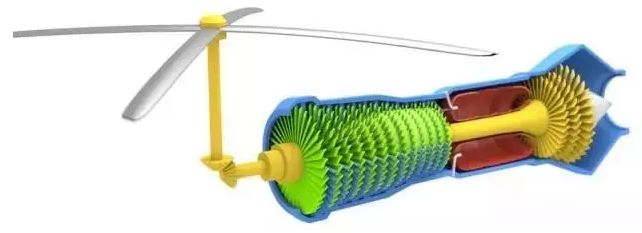
直升机的传动原理其实很复杂,但是这张简单的示意图可以让我们更容易地理解涡轴发动机是如何使用的。
直升机的涡轴发动机,是将发动机的动力通过传动轴传递给主旋翼,主旋翼再旋转提供升力,所以这跟一般活塞发动机的输出差不多,很多坦克、军舰也采用涡轴发动机,相比一般的柴油机、汽油机,涡轴发动机重量更轻,功率更大,是非常好的动力源。

阿帕奇直升机背部的两个方形圆柱体是它的两台涡轴发动机。
冲压发动机
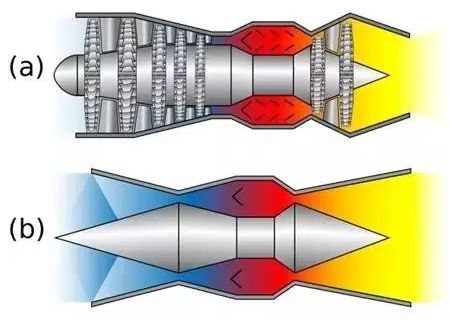
(a)涡喷发动机(b)冲压发动机。可以看出冲压发动机省去了一系列压气机和涡轮结构,重量变得更轻,但只有在高速下才能正常工作。
冲压喷气发动机的工作原理与涡轮喷气发动机相同,但实际上,由于省去了所有涡轮结构,因此冲压喷气发动机不能归类为燃气涡轮发动机。
冲压发动机去掉了前面的一系列压气机结构,因为飞机飞得越快,迎面而来的空气也越快,当达到高超音速时,空气自然被压缩进入进气口,形成高压,高压空气进入燃烧室,与燃料混合,剧烈燃烧并高速向后喷出,获得动力,和涡轮喷气发动机的原理是一样的。需要注意的是燃气涡轮发动机的分类,冲压发动机只能在非常高的速度下运转。

目前服役速度最快的飞机,SR-71黑鸟高空高速侦察机
目前成功运用的一个例子是美国的高超音速侦察机SR-71“黑鸟”,黑鸟飞行速度可达3倍音速,在3倍音速下,其发动机内部结构可以通过结构调整,改变为冲压发动机工作方式。
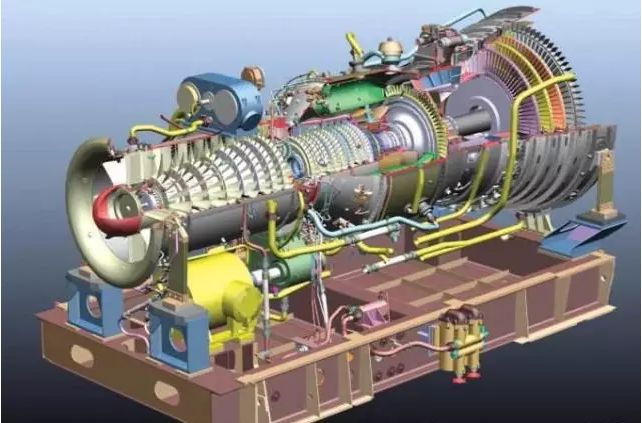
现代工业的皇冠上的明珠
航空发动机和地面燃气轮机被誉为现代工业的“皇冠”,是一个国家综合实力的重要标志之一。要提高航空发动机的性能,就必须提高其关键部件涡轮叶片的性能。涡轮叶片由于处于温度最高、受力最复杂、环境最恶劣的状态,被列为关键零部件之首,被称为“皇冠上的明珠”。涡轮叶片又称动叶片,是涡轮发动机中工作条件最恶劣的部件,也是最重要的旋转部件。
先进航空发动机进气温度达1380℃,推力达226KN。涡轮叶片受到气动力和离心力的作用,叶片部分承受1000℃左右的拉应力;叶根部分承受的平均应力为280~,相应的叶片体承受的温度为650~980℃,叶根部分约为760℃。未来发动机叶片的铸造工艺直接决定了发动机的性能,也是一个国家航空工业水平的重要指标。
热端叶片的工作环境除了高温条件外,还处于高压、高载、高振动、高腐蚀的极端状态,因此要求叶片具有极高的综合性能。这就要求叶片采用特殊的合金材料(高温合金)和特殊的制造工艺(精密铸造加定向凝固)制成特殊的基体结构(单晶结构)才能尽可能地满足需要。复杂的单晶空心涡轮叶片已经成为当前高推重比发动机的核心技术。正是先进单晶合金材料的研究和使用以及双壁超风冷单晶叶片制造技术的出现,才使得单晶制备技术在当今最先进的军用和商用航空发动机中发挥着关键作用。目前,单晶叶片不仅已在所有先进的航空发动机上装机,在重型燃气轮机上的应用也越来越广泛。
涡轮叶片制造技术
涡轮叶片的发展经历了晶粒细化、定向凝固和单晶铸造三个阶段。
半个世纪以来,涡轮叶片的耐温能力由20世纪40年代的750℃提高到90年代的1500℃左右,再到目前的2000℃左右。与定向凝固叶片相比,镍基高温合金单晶叶片可提高工作温度25℃~50℃,从工作效率的角度看,每提高25℃就相当于提高叶片的使用寿命3倍。应该说,这一伟大成果是叶片合金、铸造工艺、叶片设计加工、表面涂层等多学科联合开发的共同贡献。

现代航空发动机涡轮前温度大大提高,F119发动机涡轮前温度高达1900~2050K,采用传统工艺铸造的涡轮叶片根本无法承受如此高的温度,甚至会发生熔化而不能有效工作。单晶涡轮叶片成功解决了推重比为10的一级发动机涡轮叶片的耐高温问题。单晶涡轮叶片优异的耐高温性能主要取决于整个叶片只有一晶体,从而消除了等轴晶和定向结晶叶片等多晶结构带来的晶界间高温性能缺陷。
单晶叶片凝固缺陷
单晶涡轮叶片是航空发动机所有零部件中制造工序最多、周期最长、合格率最低、受国外封锁和垄断最严格的发动机零部件。单晶涡轮叶片制造工序包括芯压、芯修、芯烧结、芯检、芯与外模配接、蜡模注射、蜡模X光检查、蜡模壁厚检测、蜡模修复、蜡模组装、引晶系统及浇注和冒口组装、油漆清砂、壳模干燥、壳模脱蜡、壳模烘烤、叶片浇注、单晶凝固、壳型清理吹砂、初检、荧光检查、取芯、磨削、弦宽测量、叶片X光检查、X光片检查、表面检查、叶片精加工、叶片壁厚检测、最终检查等制造环节。此外,还必须完成涡轮叶片精铸模具的设计与制造。
乌法发动机工业协会 (JSC) 是联合发动机公司 (UEC) 的子公司,主要生产航空发动机涡轮叶片。

在这里,粘土被加工并破碎成碎片,以制造涡轮叶片的内核。

这是加工前的瓷土。

工人们正在对成型的油泥模型进行逐一检查和重塑,这些成型的油泥模型将首先被烧结成熔融石英陶瓷芯。

涡喷发动机需要空心涡轮叶片,只有高品质的陶瓷型芯才是失蜡铸造的最佳型芯材料,它们在铸造金属时能保持稳定,在铸件冷却后又能通过化学过程轻易溶解,在叶片中留下所需的空气通道。

这是等待加工的粘土模型,用蜂蜡包裹,用失蜡法铸造成涡轮叶片,粘土模型可以做成非常小的截面,加工过程中变形很小。

在这里工作的人全部是女性船舶安全管理体系软件,只有细心、有耐心的女性才能胜任这份单调、枯燥、需要认真负责的工作。

这些粘土模型其实就是叶片内的气道,发动机运转时空气通过这些通道,从而冷却涡轮叶片,保持稳定运行。

工人们正在进行铸造界面处理。

这些端口将安装两到四个叶片,这将提高浇注熔融金属的效率。

工人们正在将蜂蜡包裹在陶瓷型芯上,以形成铸模中的空腔。

工人们正在将蜂蜡叶片安装到铸造界面上。

包裹在陶瓷芯上的蜂蜡叶。

坚固的结构是铸造时的金属流道,叶片实际上非常小。

叶片经过精加工,使得型腔充满熔融金属而不会造成铸造孔洞。

加工后的铸造模型。

这里有许多类似的机型,生产不同规格的涡轮叶片。

接下来就是用瓷土包裹这些铸模,做成陶瓷模具。

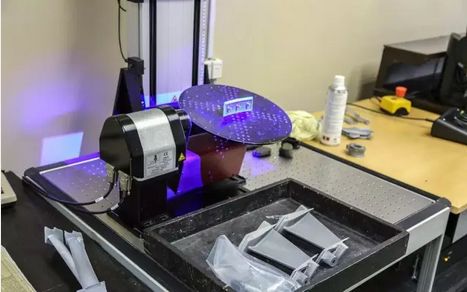
工人们将铸模安装到旋转的机器上。

使用机器人在粘土液体中旋转,使其均匀覆盖模型的任何部分。

这样你才算合格。

然后将其放入特制的风箱中,并在其表面喷洒瓷土,形成厚壳。

工人操作机器。

等待加工的铸造模型。

这是裹上粘土后的铸造模型。

此处风干。

精密铸造车间。

铸造模型就在这里铸造。

首先,必须将包裹在铸模外面的粘土加热并烧制成陶瓷模具。

同时,里面的蜂蜡被排出,形成铸腔。

工人们正在取出铸模。

然后将特殊的合金溶液倒入这些模具中。

每个模具都需要一个特殊的熔炉来加工。

这是大型零件的原型生产。

溫度非常高。

最后,生产出来的叶片需要经过X射线检查。
每个叶片都经过多个角度检查,以防止任何缺陷。
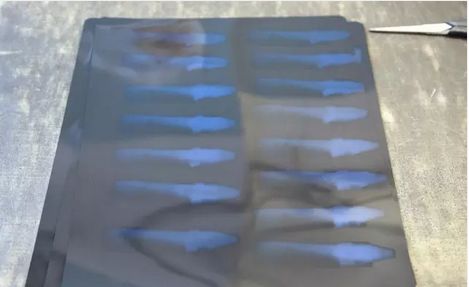
X射线照片显示刀片内部有空腔。

工作人员正在检查X光片。

整个涡轮刀片生产过程非常复杂,完全超过了珠宝制造业,这只是“工业冠冕” - 飞机发动机制造的一小部分。
 ----------------------------
----------------------------
这是船舶柴油机配件采购平台。




 微信客服
微信客服 微信公众号
微信公众号
