




船用柴油机配件、船舶自动化设备一站式采购维修平台。www.ship023.com
气缸曲轴孔的精加工工序是气缸体三道关键工序之一,所涉及的各种尺寸和形位精度将直接影响发动机的质量和寿命。因此,为使气缸曲轴孔满足使用要求,气缸曲轴孔的各种精度必须符合技术要求。合理的加工工艺和工装夹具、高精度的加工设备和刀具是曲轴孔达到设计技术要求的主要保证。
01 主要参数及加工难点分析
1.1气缸主要参数
缸体名称:465Q直列4缸缸体
气缸尺寸:311毫米×298毫米×227毫米
气缸材质:HT250(曲轴孔盖)、铝合金(曲轴孔座)
材料硬度:170~241HB(灰铸铁)、60~150HB(铝合金)
曲轴孔尺寸:5×54mm,深度分别为23.3、21、24.6、21、23.5 mm、24.6、21、23.5 mm
气缸重量:30公斤
1.2 加工难点分析
曲轴孔加工精度要求技术图如下。
综上所述,曲轴孔在精度方面要保证满足设计要求是相当困难的,在加工时,除了要有高精度的加工设备外,还需要设计合理的加工工艺和合适的刀具。
02双金属曲轴孔加工工艺的确定
曲轴孔精加工工艺的制定涉及加工设备、刀具、工艺参数等,目前国内外主要采用以下两种方法来规划此工艺:
第一种是采用镗刀进行精镗加工。采用此方法时,曲轴孔的精加工采用加工中心或专用机床完成,采用硬质合金刀具或CBN刀具。其特点是初期投资成本低,加工精度稳定性高。采用CBN刀具时,加工寿命长,一把刀具可加工300个以上满足要求精度的工件。
第二种是采用铰孔珩磨法。当选用此方法时发动机曲轴 材料,一般选用高精度卧式珩磨机来完成曲轴孔的精加工。其特点是可以进行深孔加工(最大孔深可达)、加工精度高、寿命长。但初期投资成本很高,一般需进口。综上所述,选用专用卧式镗孔机来完成曲轴孔的精加工。
曲轴孔镗孔加工有两种镗孔工艺:一种是粗镗、半精镗、精镗的三次切削法;另一种是半精镗、精镗的两次切削法。两种方法应用较广,但考虑到两次切削法加工效率较高,本文采用这种镗孔工艺。由于该缸体生产规模较大,达10万件/年船舶自动化设备维修,需要延长刀具更换周期,减少刀具更换次数,提高生产效率。要求刀具具有较长的寿命和较高的精度稳定性。经比较,选用CBN刀片作为半精镗孔和精镗孔刀片。
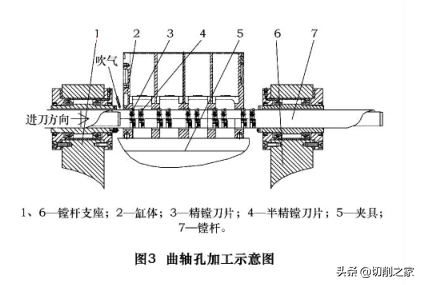
加工时,曲轴孔与镗杆之间的间隙很窄,不利于切削热和切屑的排除,如处理不当,将严重影响曲轴孔的加工精度和刀具寿命。精镗曲轴孔时,采用风冷排屑方式,可有效减少切削热、切屑等对曲轴孔加工精度的影响。为了进一步提高生产效率,在镗杆上安装了五组刀片,分别完成五个曲轴孔的半精镗和精镗。曲轴孔的半精镗和精镗如图3所示。
03 加工工艺及夹具设计
3.1 产量特征分析
缸体机加工生产线生产计划:10万件/年。工艺内容:汽车发动机缸体曲轴孔的半精镗孔、精镗孔加工。
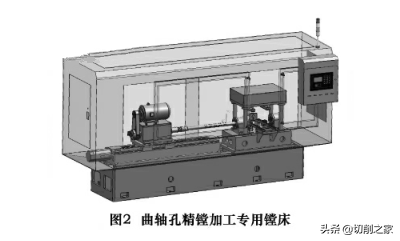
设备名称:曲轴孔加工镗床
工作制度:
300天/年,2班/天,8h/班,生产效率91%,设备负荷率90%。
生产速度:
300×2×8×0.91×0.9×60/=2.4分钟/件。
从以上我们可以看出,该工艺要想满足公司的要求,除了满足精度要求外,还要保证其生产周期小于2.4min/件。
3.2 夹具方案的确定
当工件不受任何约束时,其在空间有6个自由度,如图4所示。
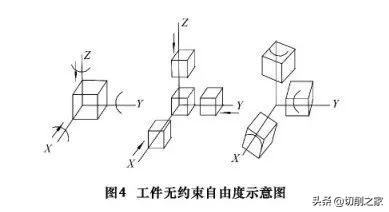
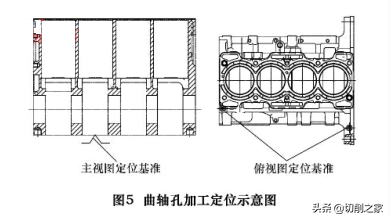
为了使工件达到设计图上的尺寸和形位精度,在加工过程中必须将工件定位在正确的位置,并在加工过程中保持此位置不变。为了使工件有正确的加工位置,必须对其6个自由度进行约束,实现工件的完全定位。在加工曲轴孔时,气缸体采用“单侧双销”的定位方法,限制其6个自由度,如图5所示。
工件的正确定位只是保证加工精度的基础。一般在加工过程中,单靠定位是不够的,还需要夹紧才能保证正确的定位位置不变。在自动夹紧机构中,应用最广泛的是气动和液压夹紧装置。在同等条件下,采用气动夹紧装置的优点是:动作快,大大缩短辅助时间,显著提高生产效率,动力源为取之不尽的气体,成本低。
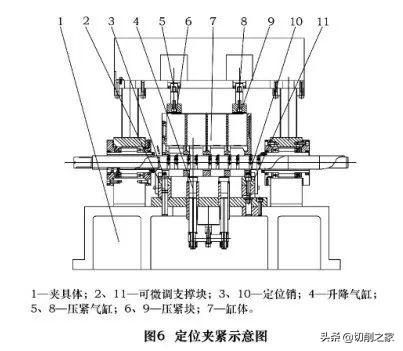
这里采用气动夹紧装置,定位夹紧方案如图6所示。加工时,微调支撑块211上表面与定位销3、10形成“一边两销”的定位基准,使工件正确定位;夹紧块6、9及夹紧气缸5、8夹紧工件发动机曲轴 材料船舶配件,保证工件在加工过程中始终有正确的加工位置。
最后确定刀具切削线速度、镗刀转速等参数后即可进行加工。经过试切和生产,上述工艺方案运行良好,曲轴孔加工质量达到或超过曲轴孔图样设计精度要求,对同类产品的加工也是有效的。
- - 结尾 - -
欢迎关注剪纸屋,每周一至周日12:00、20:00,【剪纸屋】将准时推送精彩文章!
 ----------------------------
----------------------------
这是船舶柴油机配件采购平台。




 微信客服
微信客服 微信公众号
微信公众号
